Konventionelle Kraftstoffe
Injektor Montagelinie
Diese hochautomatisierte Injektor Montagelinie kombiniert standardisierte Montageaufgaben mit präzisen Messvorgängen. Ein herausragendes Merkmal der Anlage ist die Inline-Messtechnologie, die in Verbindung mit einer Rundtischapplikation optimale Bedingungen für die Einstellvorgänge schafft. Die Fertigungslinie arbeitet mit geschlossenen…

Highlights
- Inline-Messtechnologie
- Drehmomentstation (bis zu 450 Nm)
- Einstellprozesse als geschlossene Regelkreissysteme
- Integriertes Puffersystem mit > 1400 Teilen
- Pressprozess
- Dynamische Aufzeichnung von Kraft-Weg für den Vorspannungsprozess einer Feder
- Applikationen zum Auftragen: Schmierung, Ölen
- Nacharbeitsstation, Lasermarkierung und Demontagebank
Galerie Slider überspringen


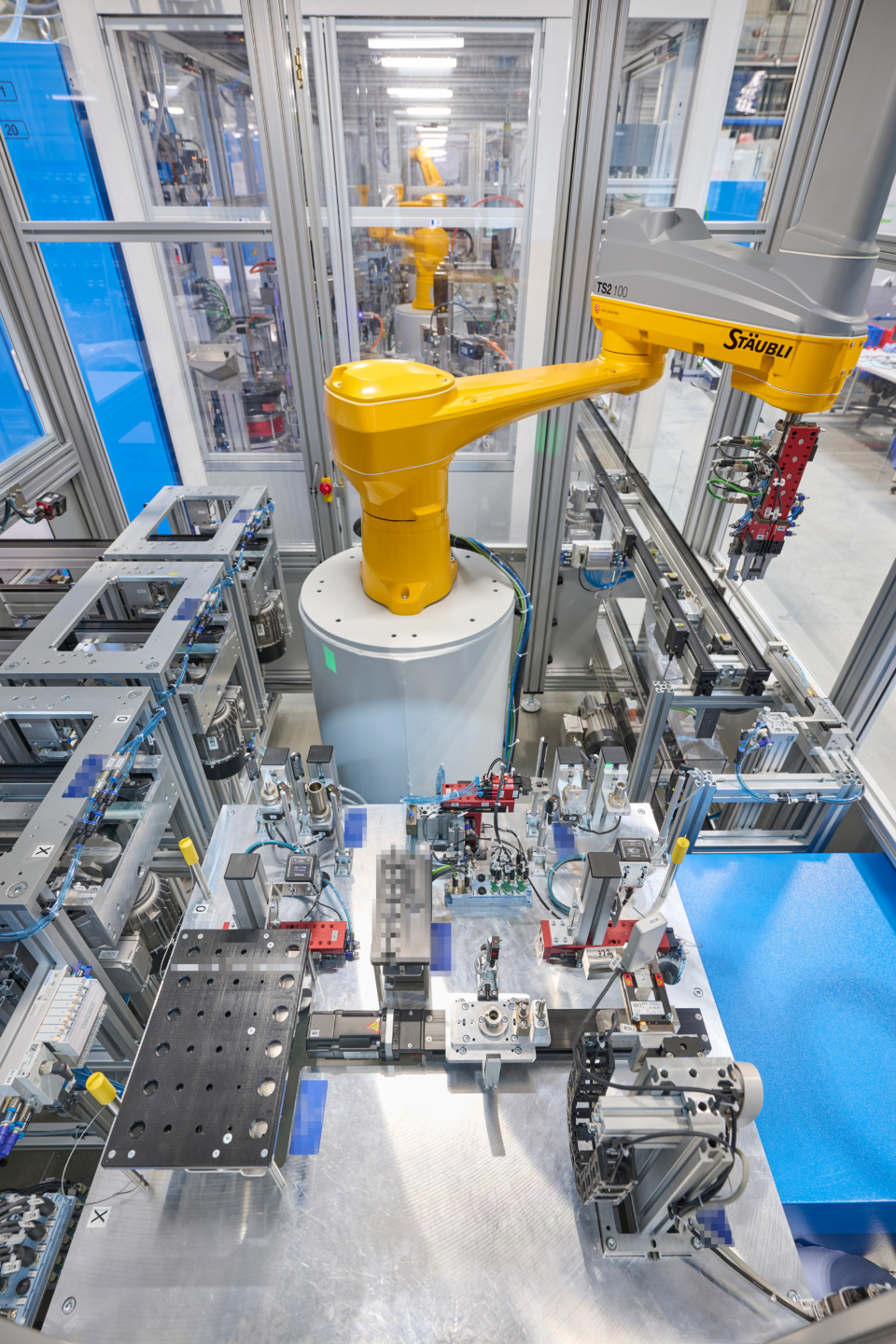
Injektormontagelinie von Sonplas
Technische Daten
- Drehmomentprozess (15Nm – 450Nm):
- Drehmoment zu Winkel (±1 % der Endwinkeltoleranz)
- Enddrehmoment (±2 % der Drehmomenttoleranz)
- AOI Produktorientierung, z. B. Spitzenorientierung (±5 % der Winkeltoleranz)
- Federvorspannungsprozess mit kompletter Teilestapelung (±2 %)
- Statischer Hub-Einstellprozess (±2µm)
- Dynamischer Einstellprozess mit Betätigung (±3µm)
- Wegmessung unter Kraft zur Simulation der Spannbedingungen (±2µm)
Sie haben noch Fragen? Kontaktieren Sie uns.


Weitere Referenzen
Lösungen, die für sich sprechen





