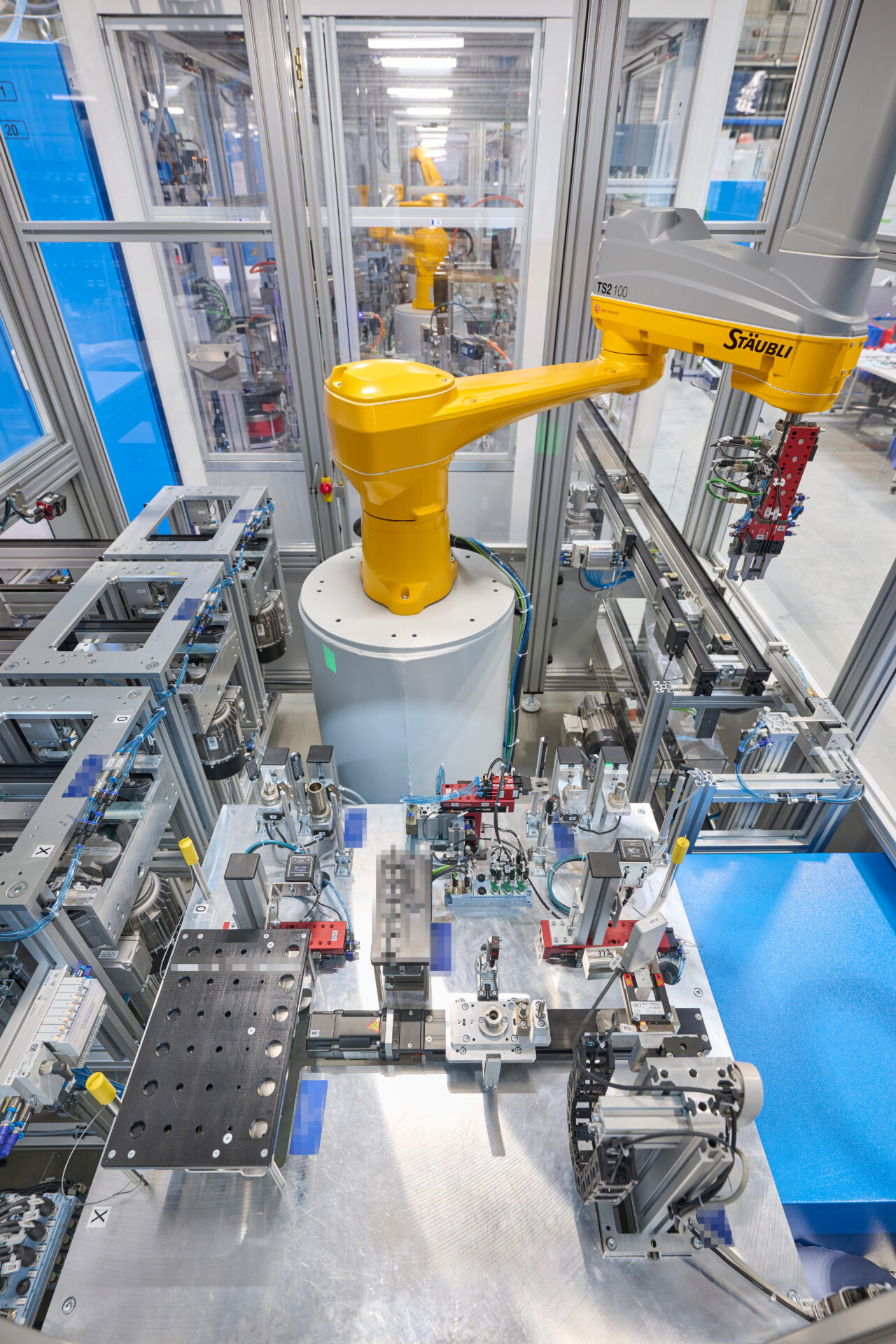
 Diese hochautomatisierte Injektor Montagelinie kombiniert standardisierte Montageaufgaben mit präzisen Messvorgängen. Ein herausragendes Merkmal der Anlage ist die Inline-Messtechnologie, die in Verbindung mit einer Rundtischapplikation optimale Bedingungen für die Einstellvorgänge schafft. Die Fertigungslinie arbeitet mit geschlossenen Regelkreisen je Modul, die alle Einstellprozesse in Echtzeit überwachen und dynamische Anpassungen ermöglichen. Ein Puffersystem für über 1.400 Bauteile gewährleistet unterbrechungsfreien Betrieb.
Diese hochautomatisierte Injektor Montagelinie kombiniert standardisierte Montageaufgaben mit präzisen Messvorgängen. Ein herausragendes Merkmal der Anlage ist die Inline-Messtechnologie, die in Verbindung mit einer Rundtischapplikation optimale Bedingungen für die Einstellvorgänge schafft. Die Fertigungslinie arbeitet mit geschlossenen Regelkreisen je Modul, die alle Einstellprozesse in Echtzeit überwachen und dynamische Anpassungen ermöglichen. Ein Puffersystem für über 1.400 Bauteile gewährleistet unterbrechungsfreien Betrieb.
Der Einstellprozess beginnt mit einer hochpräzisen Vormessung der Injektor-Unterbaugruppe unter Verwendung spezifischer Master-Teile. Im Anschluss werden diese gegen vorvermessene Kundenbauteile ausgetauscht, um das Einstellergebnis zu überprüfen. Die Auswahl der vorvermessenen Einstellteile im Puffer erfolgt nach dem Best-Fit-System und ist für die Einstellung in der geforderten Genauigkeitsklasse zwingend erforderlich.
Der gesamte Montageprozess wird durch automatisierte optische Inspektionen (AOI) begleitet, die beispielsweise eine exakte Düsenlochorientierung ermöglichen. Ergänzt wird das System durch Nacharbeits- und Demontagestationen.


Highlights
- Inline-Messtechnologie
- Drehmomentstation (bis zu 450 Nm)
- Einstellprozesse als geschlossene Regelkreissysteme
- Integriertes Puffersystem mit > 1400 Teilen
- Pressprozess
- Dynamische Aufzeichnung von Kraft-Weg für den Vorspannungsprozess einer Feder
- Applikationen zum Auftragen: Schmierung, Ölen
- Nacharbeitsstation, Lasermarkierung und Demontagebank
Technische Daten
- Drehmomentprozess (15Nm – 450Nm):
- Drehmoment zu Winkel (±1 % der Endwinkeltoleranz)
- Enddrehmoment (±2 % der Drehmomenttoleranz)
- AOI Produktorientierung, z. B. Spitzenorientierung (±5 % der Winkeltoleranz)
- Federvorspannungsprozess mit kompletter Teilestapelung (±2 %)
- Statischer Hub-Einstellprozess (±2µm)
- Dynamischer Einstellprozess mit Betätigung (±3µm)
- Wegmessung unter Kraft zur Simulation der Spannbedingungen (±2µm)