Zur kosteneffizienten und flexiblen Montage entwickelte Sonplas eine teilautomatisierte Anlage für Rotoren. Diese besteht aus mehreren Stationen. Die Datenanbindung an das Kundensystem lässt sich dabei individuell anpassen.
Am Beginn steht ein übersichtlicher Handarbeitsplatz zur lageorientierten Beladung der Bauteile. Ein Transportband leitet jene auf Werkstückträgern weiter. Es folgt die automatisierte Bestückung mit Magneten mittels eines speziellen Klebe- und Montageverfahrens. Das Transportband fährt die Bauteile in eine Roboterzelle, die weitere automatische Bearbeitungsmaschinen /-stationen mit einbindet. Die Module sind von außen zugänglich zugleich aber im Schutzraum der Zelle integriert, in der ein 7-Achsroboter das Bauteilhandling übernimmt. Im weiteren Verlauf erlaubt ein integrierter Kaltschrumpfungsprozess via flüssigen Stickstoff eine Abkühlung der Welle, um sie anschließend ins Rotorpacket fügen zu können. Nach dem Laserbeschriften, Aushärten des Klebers, Wuchten und der Endmontage erfolgt die elektrische und mechanische Endkontrolle der Rotoren. Eine weitere optische Kontrolle durch den Bediener gibt den jeweiligen Rotor endgültig frei. Durch den modularen Aufbau ist die Montageanlage hardware- als auch softwaretechnisch an ähnliche Rotoren anpassbar.
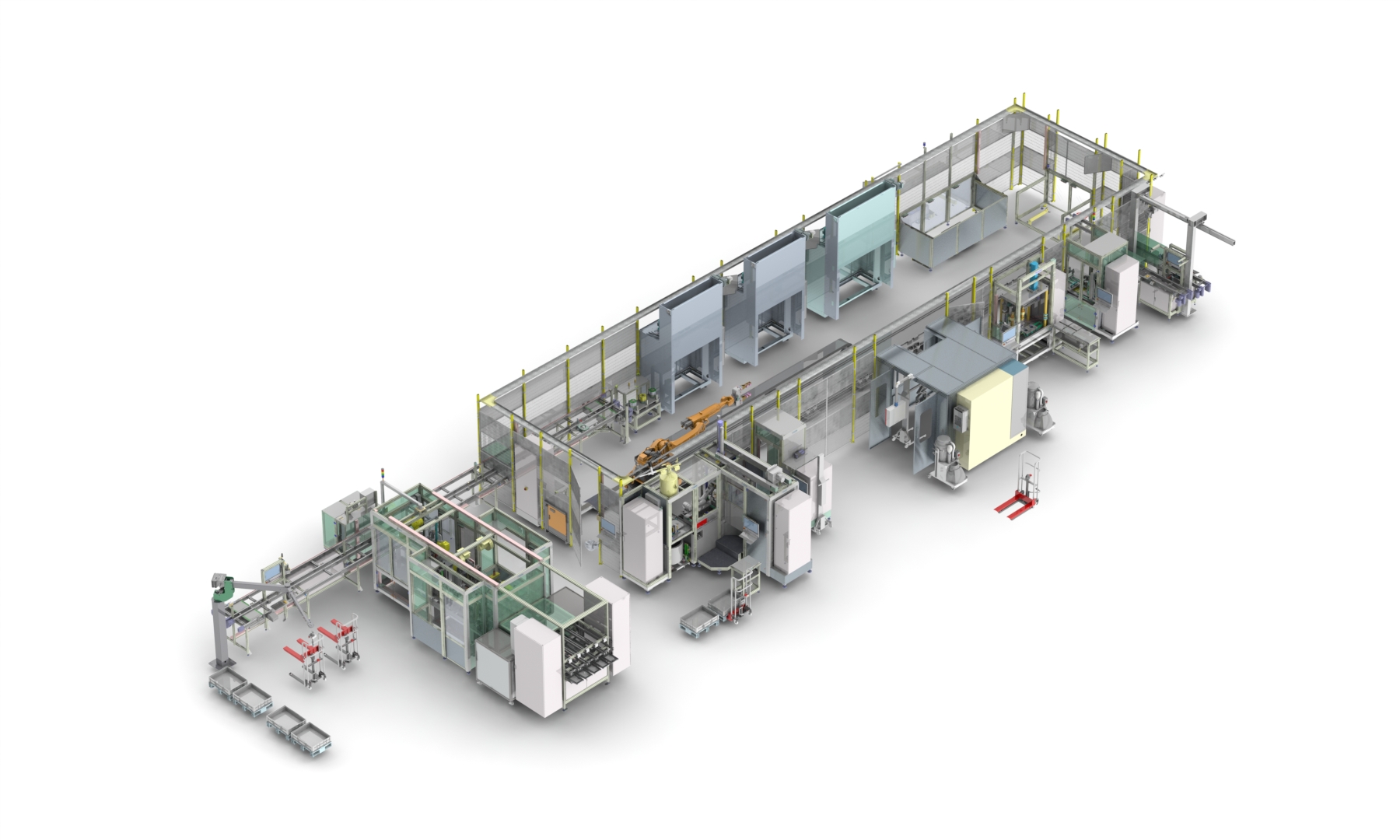
Montagelinie Rotor – Hohe Flexibilität für niedrige Produktionskapazitäten
 Station Magnetisieren, fügen und kleben
Station Magnetisieren, fügen und kleben


Highlights
- Einheitliches Softwarekonzept über die ganze Linie hinweg
- Autarke Stationen (als Einzelmaschinen in andere Linien integrierbar)
- Teilehandling mithilfe eines 7-Achsroboters
- Autarkes Stickstoffkühlsystem zum Kühlen der Welle
- Flexibles, verfahrbares Pressensystem unter Einhaltung vordefinierter Klemmkräfte
Prozesse
- Palettentransport-Handling/Beladen via Werkstückträgersystem
- Bauteilidentifikation (Lage/Typ)
- Kühlen (flüssiger Stickstoff)/Kaltschrumpfung
- Fügen/Einpressen und Magnetisieren
- Kleber Auftrag (Abfahren unterschiedlicher Klebebahnen via 6-Achsroboter)
- Rotorhandling mit 7-Achsroboter
- Laserbeschriftung
- Aushärten des Klebers (Aufheizen und Abkühlen)
- Unwucht Bestimmung und Beseitigung
- Geometrische, elektrische, magnetische und optische Kontrollen
- Nacharbeiten
- Entladen und verpacken