 As part of the stator assembly, Sonplas has developed a fully automatic solution for joining and crimping cable lugs on the open winding wires of a stator. In doing so, the focus was on the construction of a machine that combines the necessary processes of wire bending, wire cutting and final turnkey joining and crimping of cable lugs efficiently, in a time-saving manner, accurately positioned and comprehensibly. The solution implemented by Sonplas has an automatic loading and unloading system for components by means of a pallet system and a vibratory conveyor. It is possible to change pallet stacks at any time while the system is running. Two robots and a rotary table with several assembly and testing stations take over further handling within the machine. Here, precise rotary orientation of the stators takes place, which is required for the assembly. This is done by a camera-aided robot. Thus, it deposits the components in the cavities in the stations with the open winding wires pointing downwards. This ensures that cable residues occurring while shortening them fall precisely into an appropriate tray by means of gravity. This is why suction is not necessary. This is followed by efficient and positionally accurate wire bending without damaging the insulation. The machine inserts and crimps the cable lugs including an integrated force/displacement monitoring for each cable lug. The assembly station inserts a cable lug into each of the two wire ends. For further traceability, the machine reads the DMCs on the components. The positioning accuracy of the assembled end product is in the range of -0.15 millimetres to +0.5 millimetres, as seen in each process direction. With a fast cycle time of about 5.5 seconds and an autonomy of more than 30 minutes, the machine is able to supply several production lines in the overall production process.
As part of the stator assembly, Sonplas has developed a fully automatic solution for joining and crimping cable lugs on the open winding wires of a stator. In doing so, the focus was on the construction of a machine that combines the necessary processes of wire bending, wire cutting and final turnkey joining and crimping of cable lugs efficiently, in a time-saving manner, accurately positioned and comprehensibly. The solution implemented by Sonplas has an automatic loading and unloading system for components by means of a pallet system and a vibratory conveyor. It is possible to change pallet stacks at any time while the system is running. Two robots and a rotary table with several assembly and testing stations take over further handling within the machine. Here, precise rotary orientation of the stators takes place, which is required for the assembly. This is done by a camera-aided robot. Thus, it deposits the components in the cavities in the stations with the open winding wires pointing downwards. This ensures that cable residues occurring while shortening them fall precisely into an appropriate tray by means of gravity. This is why suction is not necessary. This is followed by efficient and positionally accurate wire bending without damaging the insulation. The machine inserts and crimps the cable lugs including an integrated force/displacement monitoring for each cable lug. The assembly station inserts a cable lug into each of the two wire ends. For further traceability, the machine reads the DMCs on the components. The positioning accuracy of the assembled end product is in the range of -0.15 millimetres to +0.5 millimetres, as seen in each process direction. With a fast cycle time of about 5.5 seconds and an autonomy of more than 30 minutes, the machine is able to supply several production lines in the overall production process.
 General view of the process stations
General view of the process stations
 Cable shoe assembly station
Cable shoe assembly station
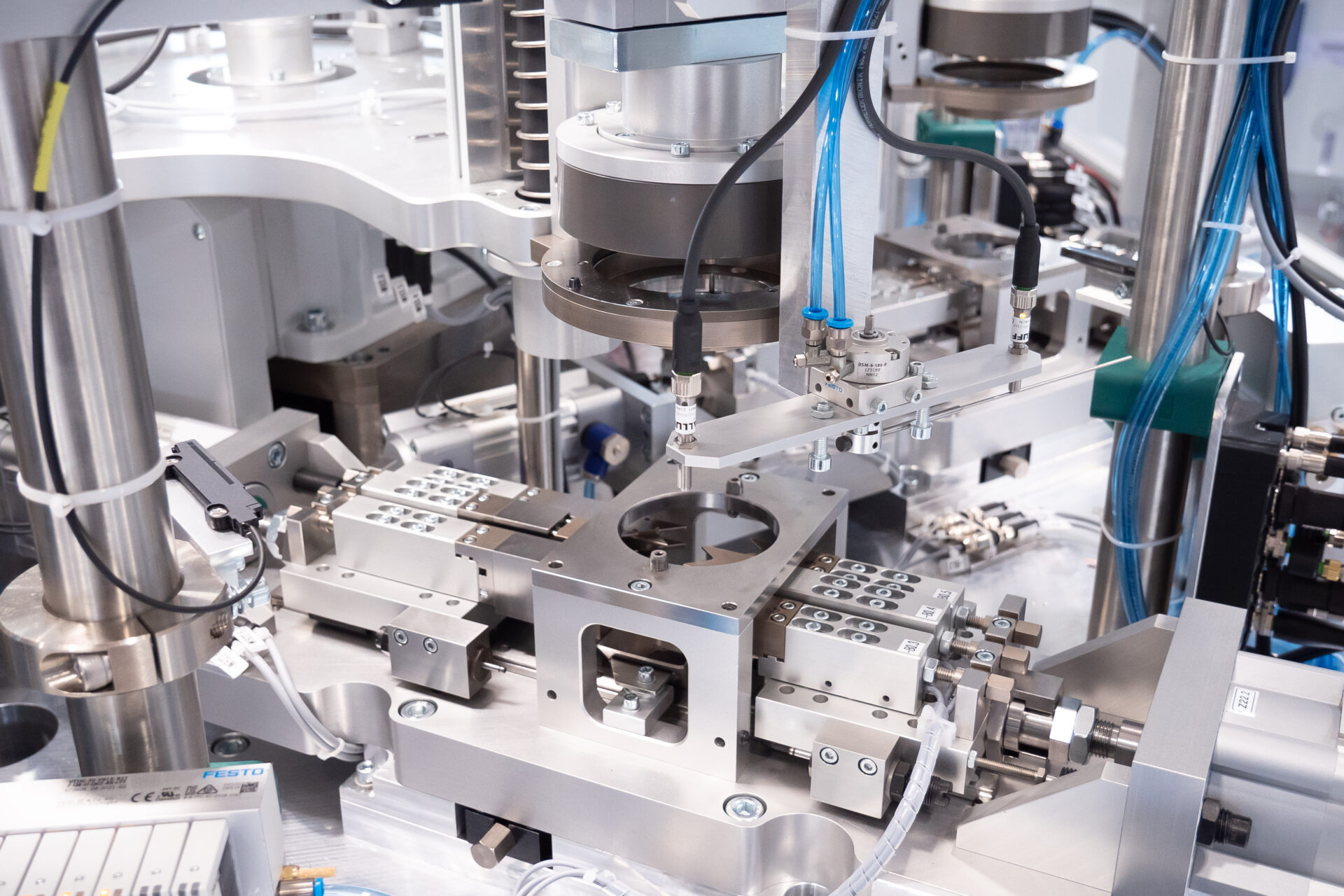 Bending station
Bending station
Highlights
- Fast cycle time
- Efficient and precise wire bending without damaging the
insulation - Easy metal cutting (insulated copper wire D=1mm, in pairs)
- Automated joining and crimping of cable lugs
- Flexible pallet change without cycle interruption
Processes
- Feed system for components on pallets and via vibratory
conveyors (automatic loading and unloading) - Component handling inside the machine by means of robot and rotary table
- Camera-aided rotary orientation of components by the
robot - DMC identification
- Positioning the components with open winding wires pointing downwards
- Bending and cutting the winding wires to proper size (including targeted removal of the wire ends)
- Joining and crimping the cable lugs (including traceable
force/displacement monitoring for each cable lug)